
1 / 5
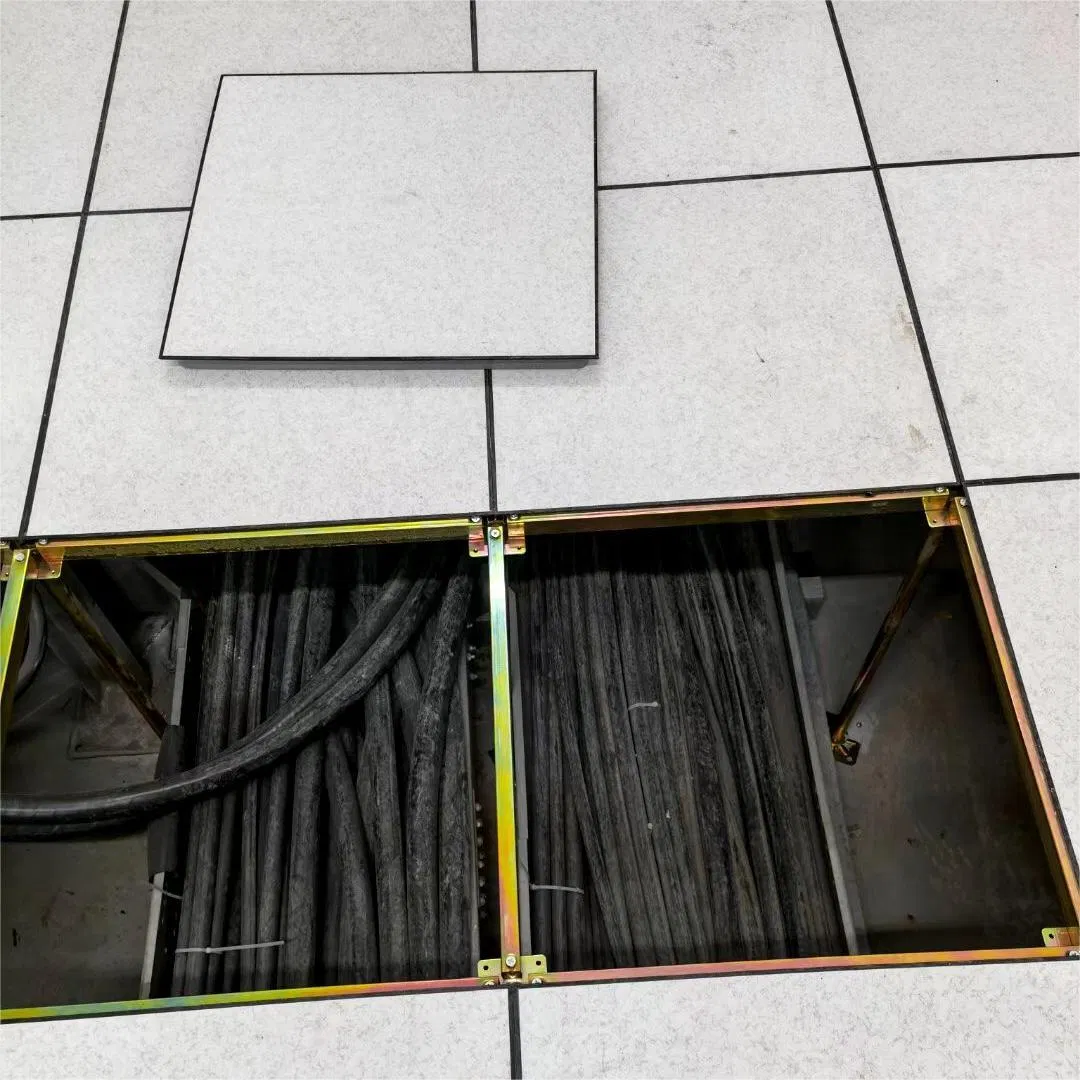
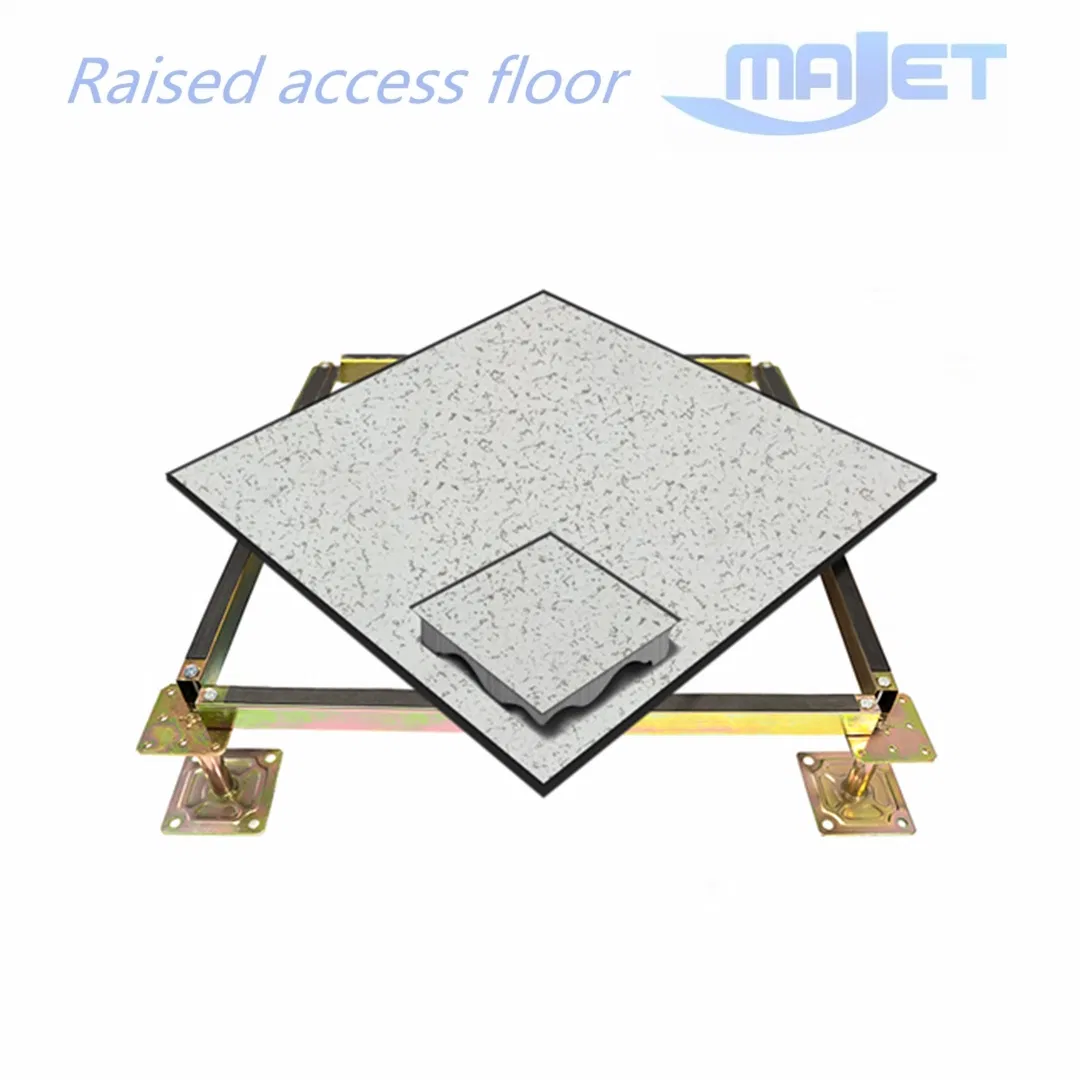
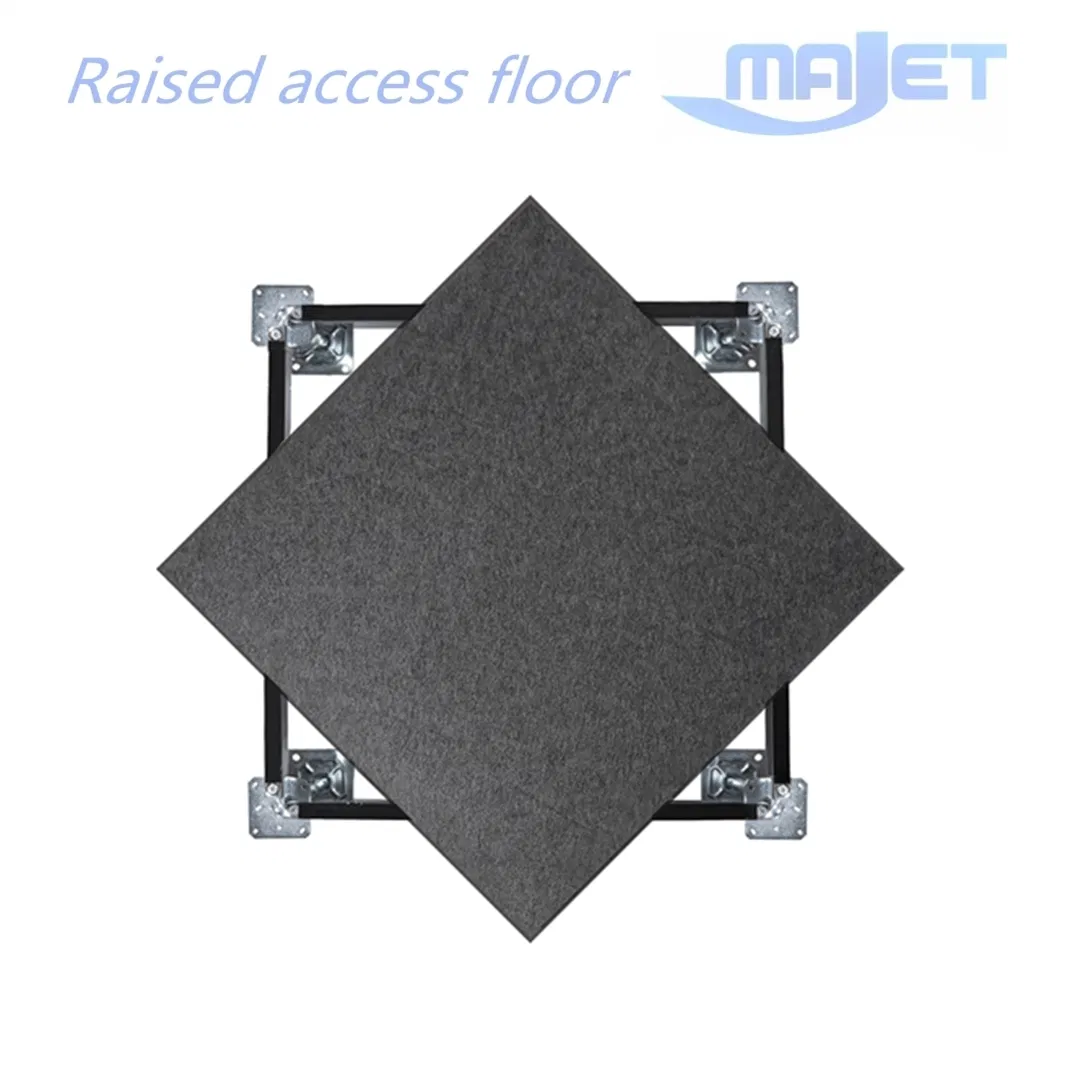
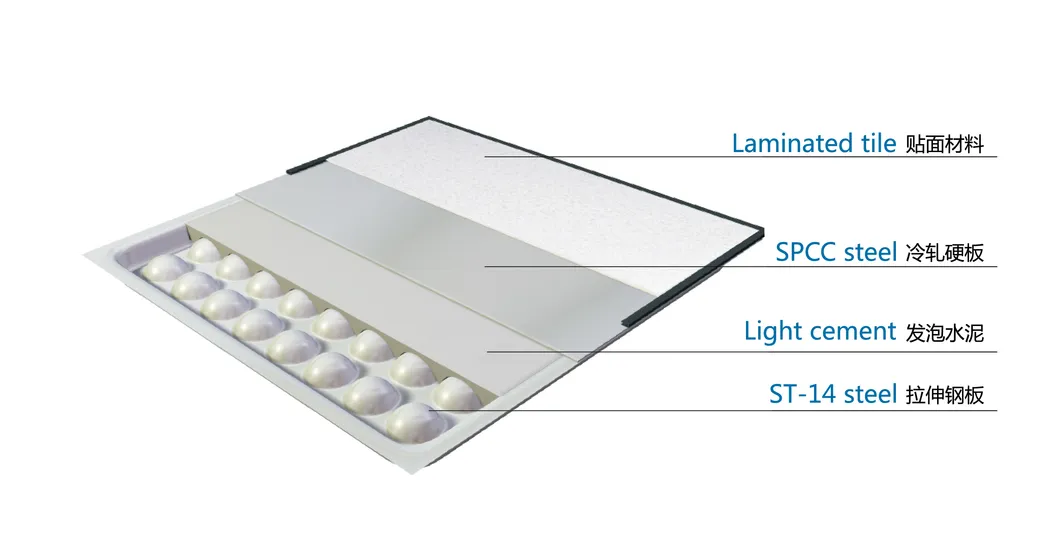
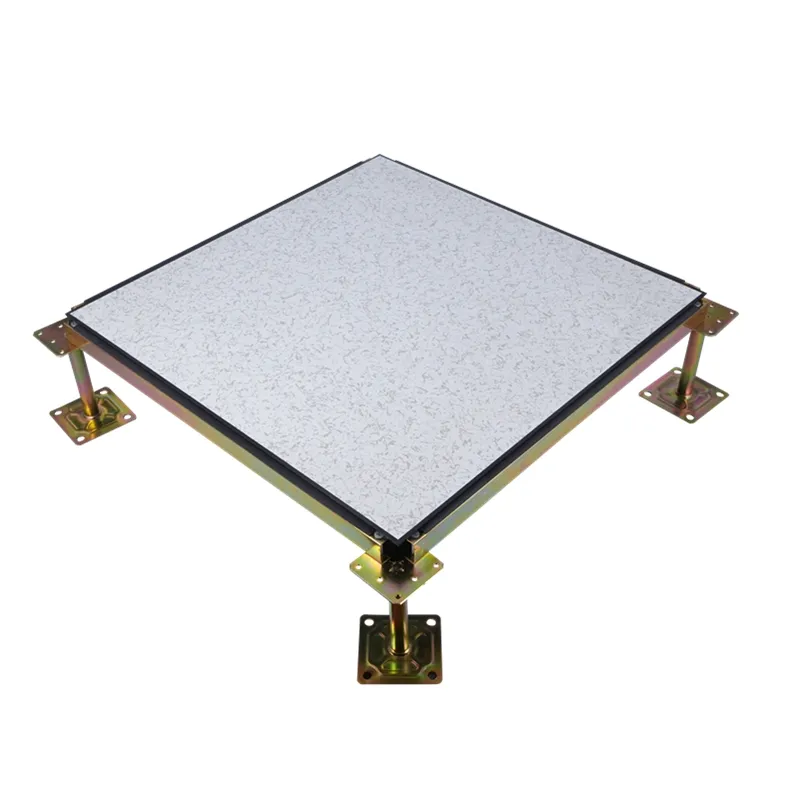
Steel Raised Flooring Systems are manufactured to the highest quality specifications using advanced production procedures. Ideal for computer rooms and areas with exposed cables, these panels provide exceptional core strength, stability, rigidity, and durability. The panels are made of galvanized steel with a light weight cementitious core, encased in a steel welded shell protected by epoxy paint.
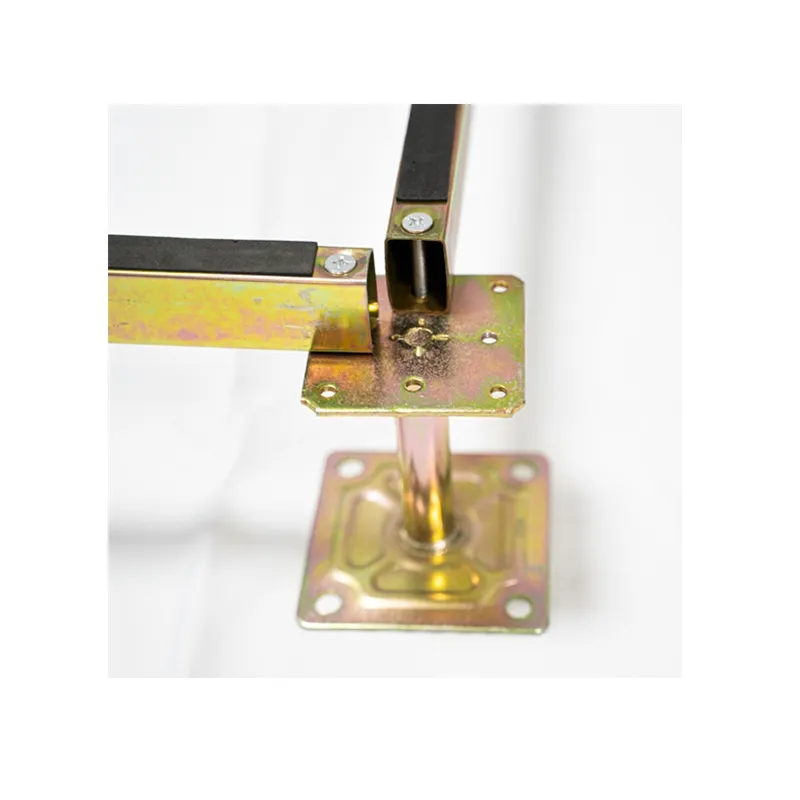
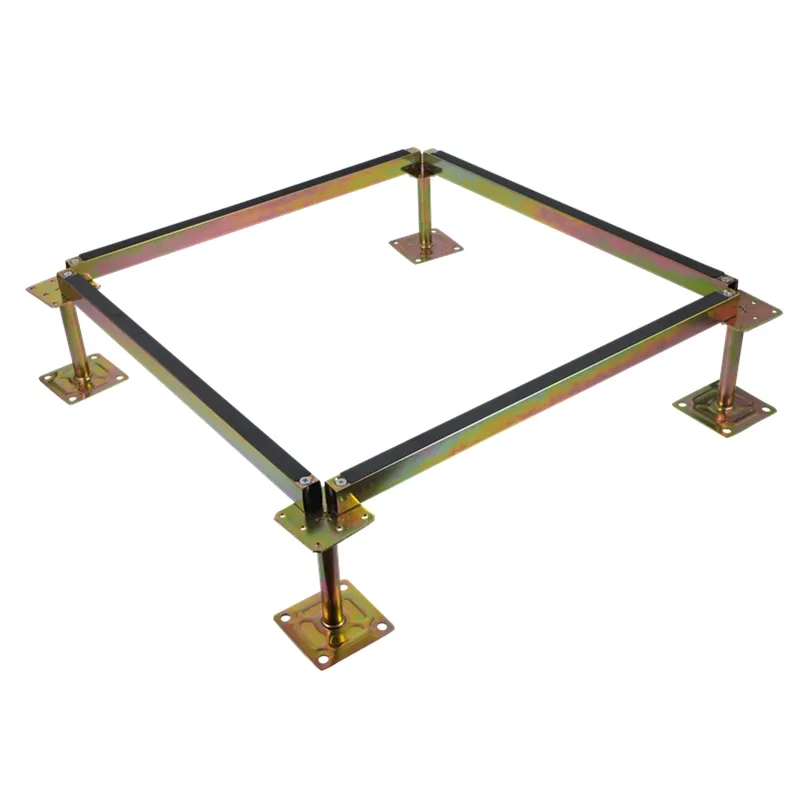
The system utilizes a stringer and pedestal structure, suitable for heavy duty sites such as server rooms and data centers. This ensures high stability and accommodates heavy loads.
Selection of load-bearing levels follows the CISCA standard. Refer to the table below for concentrated and ultimate load capacities:
| Model | Concentrated (N) | Impact Load (N) | Ultimate Load (N) | Uniform Load (N/m²) |
|---|---|---|---|---|
| SC668 | ≥2990 | 670 | ≥8890 | ≥12500 |
| SC800 | ≥3590 | 670 | ≥10799 | ≥19796 |
| SC1000 | ≥4498 | 670 | ≥13494 | ≥23294 |
| SC1250 | ≥5595 | 670 | ≥16797 | ≥33084 |
| SC1500 | ≥6693 | 670 | ≥20090 | ≥42581 |
| SC2000 | ≥8898 | 670 | ≥26685 | ≥49784 |
| SC2500 | ≥11093 | 670 | ≥33290 | ≥58280 |

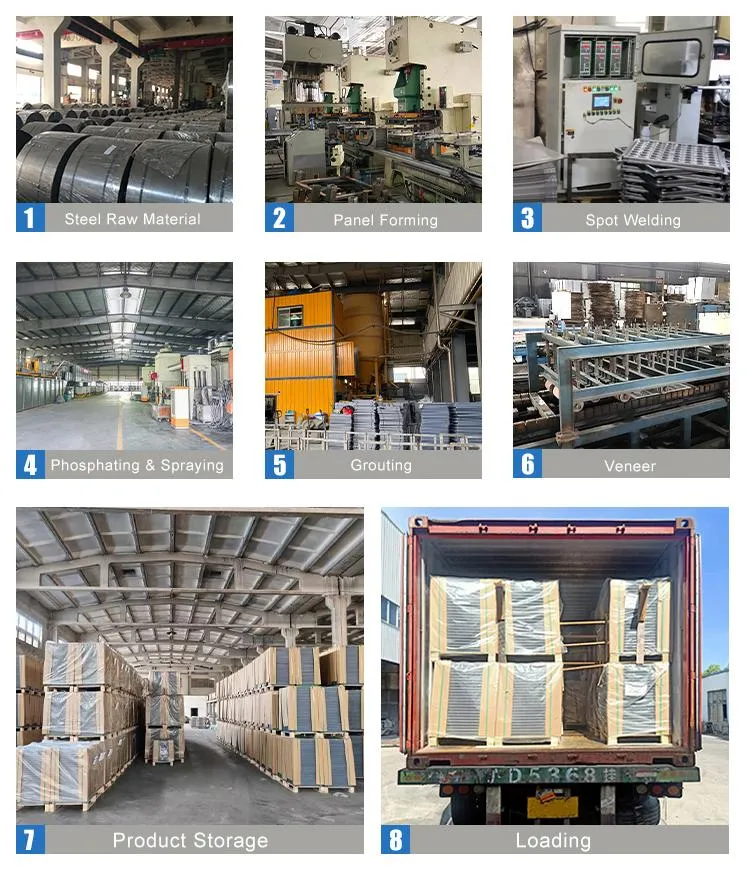

With over 35 years of experience in the industry since 1988, our production facility spans 60,000 square meters. We utilize advanced automated production lines for steel, calcium sulfate, and aluminum flooring, achieving a daily output of 5,000 square meters.